发布时间:2024-11-20 12:37:11
开卷校平激光自动化生产线施工工程,本着自动控制、远程监管、减员增效、节能减排、环评达标、安全运行目的而进行编制。主要内容有:柔性钣金生产线,总控管理系统,辅助生产设备。

开卷校平激光自动化生产线加工流程:
上料台将卷料送至开卷机上,液压夹紧卷料
钢卷材料放至开卷机上料台
卷板展开后板料引进校平机
校平机效平板料后,送料进激光切割机
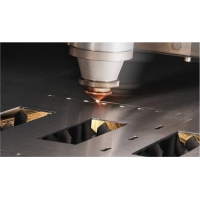
激光切割机进行自动切割加工
切割完成成品板料后,输送到出料平台
单梁行架吸盘吸取成品工件,放料到成品平台
适用钢卷及规格:
适用材质:冷轧板、镀锌板、铝板
材料厚度:0.5-2mm
材料宽度:100-1500mm
卷料内径(进料): Φ450-Φ530mm
卷料外径(zui大):Φ1600mm
设备方向:从左到右(可定制)
输送平台把废料推送到废料筐
循环自动加工、加工完成后将余料收料,卷料
采用两辊夹送,十一辊整平结构型式。电机经减速机、齿轮带动下整平辊工作。上辊滑座可根据不同的板厚进行角度和压下量的调整。
矫正辊数量:11支,上5下6
送料辊数量:2支,上1下1
平面矫正精度:≤1.5mm/m2
设备送料精度:±0.3mm(长度1000mm)
辊轮材质:42CrMo 合金钢,调质+高频淬火+表面镀硬铬(HRC60)
矫正能力表(以碳钢板为例,材料屈服强度:368,抗拉强度588)
特点一 紧促型外观
极小的占地面积非常适合空间有限的客户群体;紧促占地面积小;
特点二 滚动工作平台
滚动支撑平台与材料同步移动,更好的支撑板材。
特点三 一体化焊接床身
床身采用整体焊接的方式,退火消除内应力后进行加工,其流程为焊接→去应力退火→粗加工→振动时效→精加工,较好地解决了因焊接及加工而产生的应力,从而大大地提高了机床的稳定性,能长时间保持机床的精度
单梁桁架下料带码料功能:
行走机构采用单梁桁架式,吸盘设计,实现到激光切割机送料平台上进行取料,码料、横梁和立柱均可以独立调整水平及锁定,水平行走,垂直行走采用伺服电机驱动,齿轮齿条传动。采用吸盘吸取板料,单个吸盘均可前后,左右调节距离,保证准确吸取板料,下料,码料。吸盘可以采用真空阀控制(选配), 即使在意外断电和断气时板料也不会坠落,保护设备的运行安全性与稳定性。
武汉华宇诚数控科技有限公司
统一咨询电话
189-8629-0037
传真号码:027-87228820
企业邮箱:info#6618cnc.com
联系地址:武汉市江夏区江夏大道庙山工业园特1号


网站声明:本网站部分内容来源于网络,如有侵权请告知!我们立即删除;本网站严格遵循国家相关法律法规规定,如有不当之处,请告知!我们立即删除。鄂公网安备42018602000121号