发布时间:2017-04-15 10:23:04
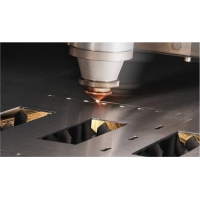
激光切割机激光切割加工过程中,对于激光切割的粗糙度是有要求的,特别是中厚板的工件,在切割过程中如果不注意的话很有可能造成切割的失误,所在一般都要求必须控制激光切割机切割面的粗糙度。对于厚度2mm以上板材的激光切割,切割面粗糙度的分布是不均匀的,沿厚度方向差别很大,其变化状况有两个显著的特点:
1)切割面的形貌分为截然不同的两部分,上部表面平整光滑,切割条纹整齐、细密,粗糙度值小;下部切割条纹紊乱,表面不平整,粗糙度值大。上部具有激光束直接作用的特点,下部则有熔化金属冲刷的特征。
2)切割面上部区域内的表面粗糙度大体上是均匀一致的,不随高度而变化;而下部区域的表面粗糙度则随高度而变化,越靠近下缘,表面粗糙度值越大,下缘处的表面粗糙度达到最大值。无论是连续激光切割机激光切割,还是脉冲激光切割,切割面都显示有明显的上、下两部分,所不同的是脉冲激光切割面上部的切割条纹与脉冲频率有对应关系:频率越高,条纹越细密,表面粗糙度越值而连续激光切割时切割面上部的切割条纹密度和表面粗造度则主要与切割速度有关。
因此在评价切割面质量时应以下缘表面粗糙度为基准。但真正的下缘只是一根线,其粗糙度难于测量,这可以通过测量临近下缘处的粗糙度代替。
本文由华宇诚激光原创,转载须注明出处:http://www.6618cnc.com
武汉华宇诚数控科技有限公司
统一咨询电话
189-8629-0037
传真号码:027-87228820
企业邮箱:info#6618cnc.com
联系地址:武汉市江夏区江夏大道庙山工业园特1号


网站声明:本网站部分内容来源于网络,如有侵权请告知!我们立即删除;本网站严格遵循国家相关法律法规规定,如有不当之处,请告知!我们立即删除。鄂公网安备42018602000121号