发布时间:2016-11-21 20:16:30
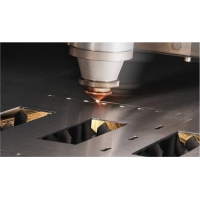
金属激光切割机的品种
激光熔化切开
金属激光切割机在激光熔化切开中,工件被局部熔化后凭借气流把熔化的资料喷发出去。由于资料的转移只发作在其液态情况下,所以该进程被称作激光熔化切开。
激光光束配上高纯慵懒切开气体促进熔化的资料脱离割缝,而气体自身不参于切开。激光熔化切开能够得到比气化切开更高的切开速度。气化所需的能量一般高于把资料熔化所需的能量。在激光熔化切开中,激光光束只被有些吸收。最大切开速度跟着激光功率的添加而添加,跟着板材厚度的添加和资料熔化温度的添加而简直反比例地减小。金属激光切割机在激光功率必定的情况下,约束因数即是割缝处的气压和资料的热传导率。激光熔化切开关于铁制资料和钛金属能够得到无氧化切断。产生熔化但不到气化的激光功率密度,关于钢资料来说,在104W/cm2~105 W/cm2之间。
激光火焰切开
激光火焰切开与激光熔化切开的不同之处在于使用氧气作为切开气体。金属激光切割机凭借于氧气和加热后的金属之间的相互作用,产生化学反应使资料进一步加热。由于此效应,关于一样厚度的结构钢,选用该办法可得到的切开速率比熔化切开要高。
另一方面,该办法和熔化切开比较也许切断质量更差。实际上它会生成更宽的割缝、显着的粗糙度、添加的热影响区和更差的边际质量。激光火焰切开在加工精细模型和尖角时是欠好的(有烧掉尖角的风险)。能够使用脉冲形式的激光来约束热影响,激光的功率决议切开速度。金属激光切割机在激光功率必定的情况下,约束因数即是氧气的供应和资料的热传导率。
激光气化切开
在激光气化切开进程中,资料在割缝处发作气化,此情况下需求十分高的激光功率。
为了防止资料蒸气冷凝到割缝壁上,资料的厚度必定不要大大超越激光光束的直径。该加工因此只适合于应用在必须防止有熔化资料扫除的情况下。该加工实际上只用于铁基合金很小的使用领域。
该加工不能用于,象木材和某些陶瓷等,那些没有熔化状况因此不太也许让资料蒸气再凝聚的资料。别的,这些资料一般要到达更厚的切断。在激光气化切开中,最优光束聚焦取决于资料厚度和光束质量。激光功率和气化热对最优焦点方位只要必定的影响。在板材厚度必定的情况下,金属激光切割机最大切开速度反比于资料的气化温度。所需的激光功率密度要大于108W/cm2,并且取决于资料、切开深度和光束焦点方位。在板材厚度必定的情况下,假设有满足的激光功率,金属激光切割机最大切开速度遭到气体射流速度的约束。
武汉华宇诚数控科技有限公司
统一咨询电话
189-8629-0037
传真号码:027-87228820
企业邮箱:info#6618cnc.com
联系地址:武汉市江夏区江夏大道庙山工业园特1号


网站声明:本网站部分内容来源于网络,如有侵权请告知!我们立即删除;本网站严格遵循国家相关法律法规规定,如有不当之处,请告知!我们立即删除。鄂公网安备42018602000121号